



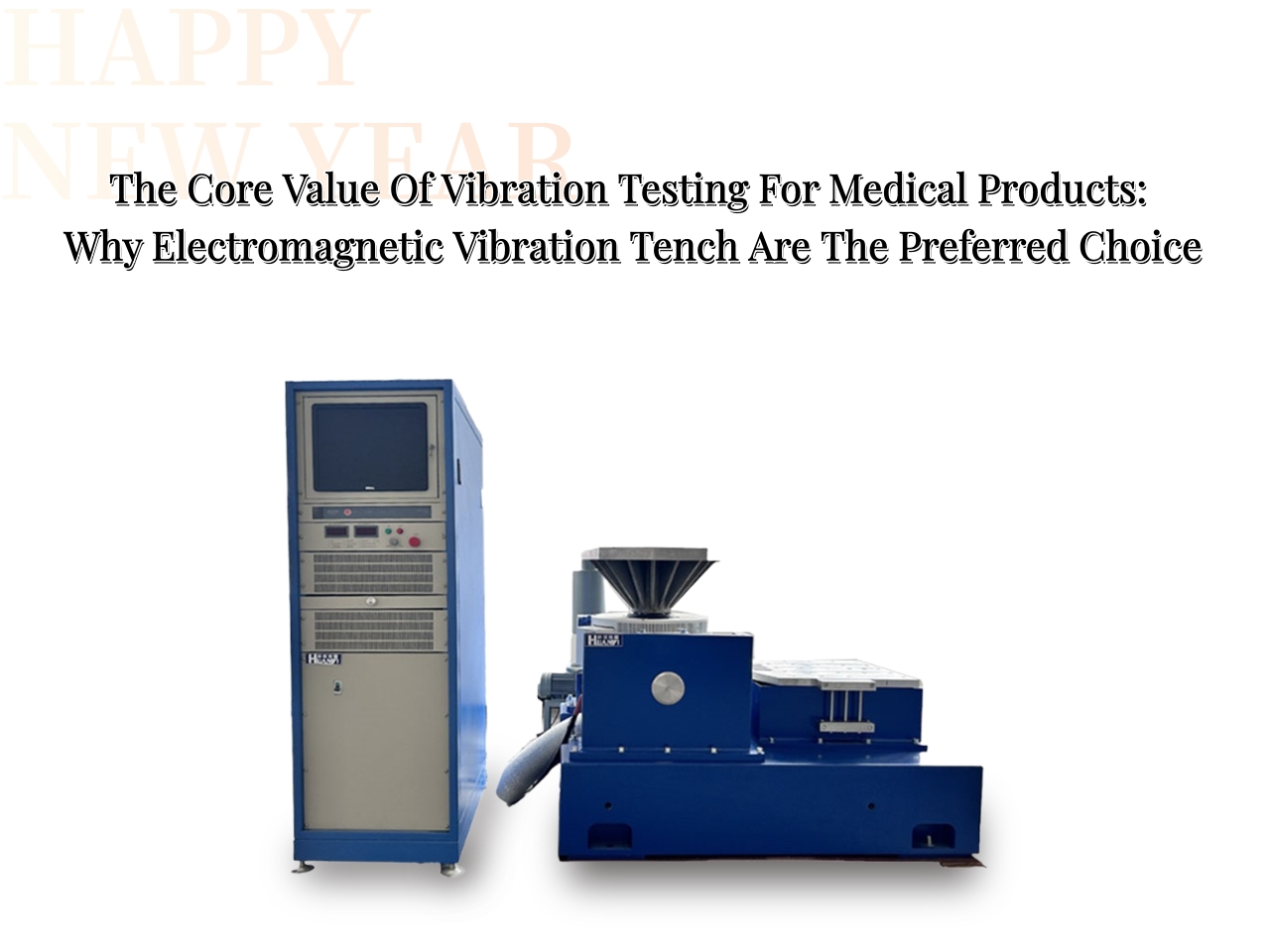



The Core Value Of Vibration Testing For Medical Products: Why Electromagnetic Vibration Tench Are The Preferred Choice
The safety and reliability of medical products are directly related to patients' lives and health. Their entire lifecycle involves multiple stages, including transportation, storage, and clinical use, inevitably facing the impact of vibration environments. From the bumps during ambulance transport to the vibrations during movement between hospital equipment rooms, and even the slight shaking during daily use, these vibrations can lead to problems such as loosening of internal structures, failure of electronic components, and precision deviations in medical products. Therefore, vibration testing has become a crucial step in the research and development and mass production testing of medical products. Among various vibration testing equipment, electromagnetic vibration tables have become the mainstream choice for vibration testing in the medical industry due to their core advantages such as precise vibration control and a wide range of adaptability. This article will delve into the core benefits of vibration testing for medical products and reveal the key reasons why electromagnetic vibration tables have become the preferred equipment.
I. Core Benefits of Vibration Testing for Medical Products
Vibration testing, by simulating the vibration environment that medical products may encounter throughout their entire lifecycle, can identify potential faults in advance, making it an important means of ensuring product quality and safe use. Its core benefits are mainly reflected in the following three aspects:
Firstly, ensuring the safety of clinical use and mitigating medical risks. Medical products such as ventilators, monitors, and infusion pumps require stable performance during clinical use. Any malfunction caused by vibration can delay treatment or even endanger a patient's life. Vibration testing can accurately detect the performance stability of products under different vibration frequencies and amplitudes. For example, it can verify whether a monitor can accurately collect vital sign data under vibration, and whether an infusion pump can maintain a stable infusion rate. By identifying defects in structural design and component selection through testing, optimization and improvements can significantly reduce safety risks in clinical use.
Secondly, vibration testing enhances the product's resistance to environmental interference and ensures the quality of transportation and storage. Medical products undergo various transportation methods, including road, rail, and air, from the manufacturer to the hospital. The bumps and vibrations during transportation can damage the internal structure of the product. Vibration testing can simulate vibration environments under different transportation scenarios and assess the product's vibration resistance. For example, it can test whether portable ultrasound equipment can function properly after long-distance transportation, and whether reagent storage boxes can maintain their sealing performance under vibration. Optimizing product packaging design and internal fixing structures through testing can effectively improve the integrity of the product during transportation and storage, reducing the loss rate.
Third, vibration testing facilitates product development and iteration, enhancing core competitiveness. During the medical product development phase, vibration testing provides data support for product structural design and material selection. By comparing vibration test results of different design schemes, solutions with superior vibration resistance can be selected, improving product durability and stability. Simultaneously, products that meet industry vibration testing standards are more likely to gain market recognition, strengthening the company's core competitiveness. For example, rigorous vibration testing of implantable medical devices demonstrates their stable operation under vibrations generated by daily human activities, increasing patient trust.
II. Why Choose an Electromagnetic Vibration Table for Vibration Testing of Medical Products?
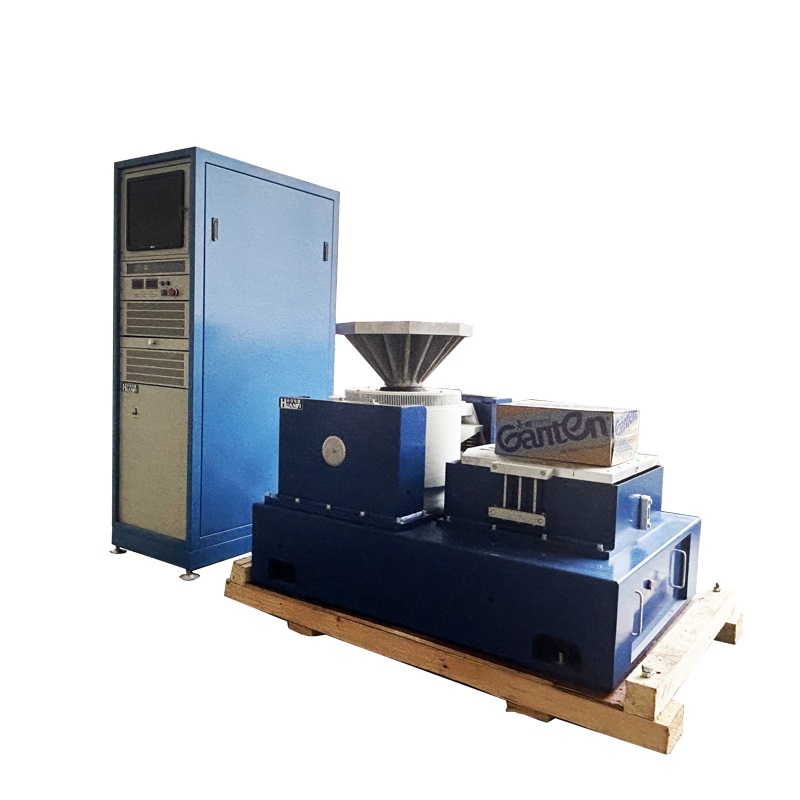
The accuracy and reliability of vibration testing directly depend on the performance of the testing equipment. Electromagnetic vibration tables, with their multi-dimensional core advantages, meet the stringent requirements of vibration testing for medical products, making them the industry's preferred equipment. Their advantages are mainly reflected in the following four aspects:
Precise vibration control performance, meeting the high testing standards of the medical industry. Vibration testing of medical products requires high precision in controlling vibration frequency and amplitude, strictly adhering to industry standards such as GB/T 14710 and IEC 60601. Electromagnetic vibration tables utilize electromagnetic drive principles, combined with high-precision sensors and intelligent control systems, to achieve precise control of vibration frequency from 5Hz to 2000Hz (some models can be extended to 5000Hz) and amplitude from 0 to 5mm. Frequency accuracy can reach ±0.1%, and amplitude accuracy can reach ±0.01mm, accurately reproducing the preset vibration environment and ensuring the authenticity and repeatability of test data.
Rich vibration modes, adapting to diverse testing needs. Vibration testing scenarios for medical products are diverse, requiring the simulation of various vibration types such as sinusoidal vibration, random vibration, and impact vibration. Electromagnetic vibration tables can flexibly switch vibration modes, enabling sinusoidal vibration testing to assess a product's tolerance to single-frequency vibration; random vibration testing to simulate complex vibration environments during transportation and use; and some models also support impact vibration testing to detect a product's resistance to sudden, severe vibrations. Whether it's small reagent bottles and sensors or large medical imaging equipment, electromagnetic vibration tables can meet the testing needs of different types of medical products by adjusting test parameters.
Stable and reliable operation ensures long-term testing needs. Vibration testing of medical products often requires continuous operation for extended periods, demanding high equipment stability. Electromagnetic vibration tables utilize a wear-free electromagnetic drive structure, offering advantages over mechanical vibration tables such as lower operating noise, longer service life, and lower maintenance costs. They can achieve stable 24-hour uninterrupted operation, avoiding test interruptions due to equipment failure. Furthermore, the equipment is equipped with comprehensive protection mechanisms, such as overcurrent protection, overtemperature protection, and overload protection, effectively preventing equipment and sample damage caused by abnormal test parameters. Electromagnetic vibration tables offer convenient operation and a high degree of data integration, significantly improving testing efficiency. They are generally equipped with a full-touch control panel and intelligent control system, allowing operators to intuitively set test parameters and select vibration modes without requiring specialized skills. The equipment also supports real-time data acquisition and storage, automatically recording key data such as vibration frequency, amplitude, and time during the test, and generating standardized test reports for easy data analysis and product quality assessment. Furthermore, some models support remote control, enabling collaborative testing with multiple devices and greatly enhancing testing efficiency.
In conclusion, vibration testing is a crucial step in ensuring the quality and safety of medical products, and choosing a high-quality testing device is a core prerequisite for ensuring effective testing. Electromagnetic vibration tables, with their precise control performance, rich vibration modes, stable operation, and user-friendly operation, meet the stringent requirements of vibration testing for medical products, making them a mainstream choice in the medical industry. As medical technology continues to develop, electromagnetic vibration tables will continue to iterate and upgrade, providing stronger support for the quality control of medical products and contributing to the high-quality development of the medical industry.